
液压压砖机
- 发布人:管理员
- 发布时间:2013-11-07
- 浏览量:1411
液压压砖机主要是用于将粉煤灰、砂子、石粉、矿渣等原料和水泥按合理的比例配比,压制成砖的设备。多功能液压压砖机是集机、电、油和自动控制为一体的高科技设备,液压砖机打破了传统压机从上往下的压制方式,改为从下往上压制,从而克服了老式压机容易冲邦,造成模具损坏的缺陷.采用了内制式位移传感器的控制方式,不受环境污染的影响,能精确地保证砖的外型尺寸,使产品百分之百达到国家一级砖标准要求.该设备还采用了德国西门子公司高技术、高精度的进口元器件和液压件,是目前国内同类压机中档次较高的制砖机,其速度快、产量高、功能全,可生产多品种、多规格的空心砖、实心砖、盲孔砖、广场砖、马路铺道砖等新型建材产品.
液压压砖机设备组成
液压压砖机实际操作压力为公称压力的85%。液压压砖机一般由主机、液压传动装置、泥料加料装置、取砖装置、砖坯检测与填料量自动调节装置、砖坯移送装置等组成。见图1。
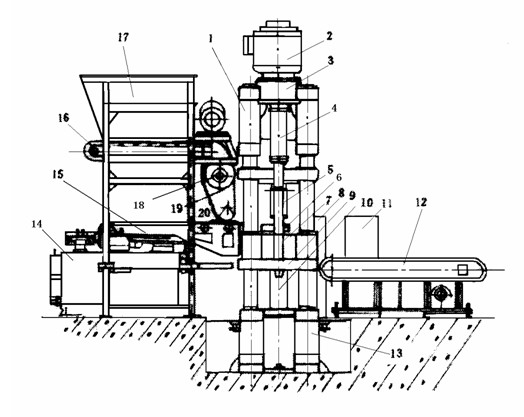
1-主机上横梁;2-充液油箱;3-主油缸;4-浮动台油缸;5-上模头;6-夹砖器;
7-模套;8-砖厚检测装置;9-浮动台;10-下模头;11-控制柜;12-砖坯运 输机;
13-主机底座;14-液压传动装置;15-送料滑架;16-给料机;17-储料斗;18-搅拌器; 19-定量斗;20-进料箱
图1 液压压砖机设备组成
泥料加料分容积定量和质量定量两种。成型模具有移动模和固定模两类,移动模式又有转盘模台和往复移动模台两种。转盘模台模具多,工作效率高,但是装模对位复杂,工作面大,只用于小型砖成型。往复移动式模具分单模和双模两种,双模一进一出两模交替进行压制砖坯、出砖、清模及填料工作。固定模也不在少数,新型的固定模具在固定方法、换模设施方面有较完善的改进,因此仍被普遍采用。
主机分上压式和下压式两种,上压式主油缸装于上横梁,柱塞、主滑块和上模头三者相联接。液压作用于柱塞后,上模头上下动作,压制砖坯。下压式主油缸固定于机座上,动作方向和上压式相反。模具普遍采用浮动台方式,压头向模具内泥料加压时,浮动台以1/2的速度反向移动,上下模头以相同的相对速度对泥料上下两面施压,可使砖坯上下密度均匀。主机机架结构以四柱式居多,也有两柱式和框架式结构。大吨位液压压砖机采用预应力钢丝缠绕框架结构,减少设备总重,降低制造成本。
液压传动装置按照工艺要求动作,主油缸空载时采用重力充液或低压充液回路,合模升压时采用功率变量柱塞泵直接传动,施压速度随压力升高而递减,液压控制回路能实现以下功能:压力速度变换、快速卸荷、多次加压、保压和排气调节。真空脱气装置用于成型排气困难的泥料,采用刚性金属和橡胶密封罩组成的真空模套,由油缸带动升降,使上下模头都在模套内工作,工作时真空度可达80kPa,使泥料的成型过程处于真空环境之中。真空系统由水环真空泵和大容积真空罐组成,通过阀组操纵。维护好密封装置和过滤器是抽真空成败的关键。真空脱气的好处是减少加压次数缩短成型周期,避免因砖坯中存在气体滞留而造成的层裂。砖坯检测最常用的方法是测量压制终了时的全模尺寸,即测量模头相对位移量。通过检测放大的位移信号(机械位移、电感位移或光栅位移)发出模头最终位移信号,与设定标准位移相比较,纳入程序控制并输出误差调节量信号。容量定量的填料自动调节系统,能按所测砖坯实际误差值相当的填料量,调节下一块砖的填料量。国内耐火行业常用的液压压砖机见表1。

液压压砖机产品特点
●系统设计预泄荷装置,最大程度消弱了液压冲击。
●运行速度快,先进的快速装置,确保用户的生产需求。
●自动化程度高,电器部分采用进口PLC全自动控制系统,抗干扰能力强、故障率低。
●机体采用整体钢结构,强度高,稳定性好,不需要安装地脚螺钉,运行平稳,延长了机器的使用寿命。
●采用液压传动,高度专业整体阀块,超大流量通径,使系统压力损失少、消除了泄露弊端。
●插装阀、电液比例阀的使用和独特的油路设计使液压系统完美无缺,即使在长期大负荷的情况下工作,系统也不会出现力不从心的现象。
●模具可随用户需求摘缷更换,可生产标砖、空心砖、盲孔砖、路沿砖、植草砖、护坡砖等新型建材产品,真正实现了一机多用。
液压压砖机常见故障及其排除
1.1 高压偶尔偏低
原因分析: 由于压制力、排气都正常,只是高压偶尔不稳,这就可做判断电路方面没有故障,有可能是气压偶尔不稳或控制高压的电磁闷偶尔有泄漏(最有可能是节流子磨损)。
故障排除: 先检查气压系统,再检查电磁阀及阀块(如;仰2080压砖机YV105和V105)。
l.2 起压后,压力表显示有压力,但且示屏上且示压力为零。
原因分析: 这个问题主要是由于传感器的接线不正常所致,当然也不能排除传感器被损坏或者PLC模块的线路出现问题或者物入点本身出现问题。
故障排除: 首先应该排除线路上的故障,确认完全正确以后再对元件是否能正常工作做出判断,而不应该在线路故障未排除的情况下进行元件更换。否则,故障造成的损失就被人为地扩大,应该尽量避免此类情况的发生。
1.3 系统压力能启动,但不能卸压
原因分析:
(1) 动力柜的卸压信号没有到达控制柜的PLC中;
(2) 溢流阀本身有问题。
故障排除:
(1) 检查线路,使卸压信号到达控制柜的PLC中;
(2) 检查溢流阀的卸压口有没有堵死。
1.4 无排气工作的阀卡死或泄露
原因分析:控制排气动作的阀卡死或泄露。
故障排除:
(1) 首先检查在排气过程中,系统压力有没有大的波动,如果存在泄露现象,查出原因并加以排除;
(2) 阀卡死,消除此故障(如:YP2080压砖机的V105卡死)
【中国镁质材料网 采编:ZY】



