
筒磨机
- 发布人:管理员
- 发布时间:2013-10-29
- 浏览量:839
筒磨机是近代工业上很重要的细磨设备,大型管磨机的生产能力很高。物料在筒磨机中经历的时间较长,产品细度均匀,粉碎比较大。
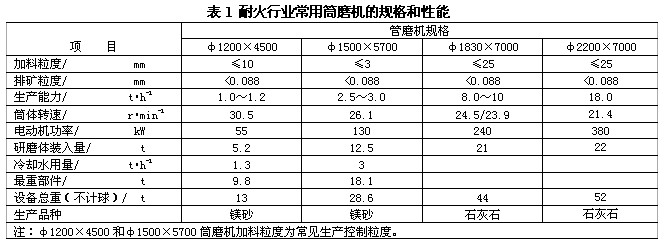
耐火行业常用的筒磨机规格和性能
筒磨机筒体的长度是直径的3~4倍。用于磨细各种原料、熟料、废砖等,有时要求将两种原料共同入磨,既磨细又高度均匀混合相互嵌和。通常控制出磨细度为<0.090mm,筛余物10%。若对产品有特殊细度要求,可以改造管磨机的隔仓板、衬板波形和钢球的合理调配,采用圈流工艺等,获得<0.075mm或<0.063mm的粉料。耐火行业常用的筒磨机规格和性能,见表1.
Φ1500×5700筒磨机生产指标见表2。

操作筒磨机应注意事项
操作筒磨机应注意磨机中物料存量,避免研磨体和衬板空磨;降低物料入磨粒度,提高磨细效率;经常研究钢球级配和选用合适的钢球和衬板。
1) 粉磨效率最高时的填充率:圈流球磨填充率ψ:~40 %;圈流中长磨填充率ψ:30~32 %; 多仓开流磨填充率ψ:25~28 %;各仓之间填充率ψ的关系,为适当递减或基本相等。
2) 筒磨机配球常用的方法有多级配球法和二级配球法。
多级配球法的特点:1)采用简化式D=28d1/3 (d为物料最大粒径)计算最大球径,一般头仓最大球径为90mm;2)遵循“中间大、两头小”的原则,配比各种钢球;3)选择平均球径dk=(dk1G1+dk2G2+…..)/( G1+G2+….),其中d为钢球直径,G为钢球质量。对多仓磨的平均球径,一仓取dk=70mm~75mm ,二仓取dk=38mm~45mm。
二级配球法的特点:(1)大、小球直径相差较大,降低空隙率。平均球径大,对物料有较好的冲击破碎能力;(2)大球直径取决于物料中比例大的有代表性的颗粒,选用相当于多级配球中的次级球,如多级配球法取球径Φ100,二级配球法则取Φ90;(3)一般小球重量占大球重量的3 %~5 %,实际取下限,然后根据生产情况调整;(4)小球直径取决于大球间的孔隙,一般为大球球径的13 %~33 %。
在研磨体装载量相同时,多级配球法的平均球径小,球的数量多,对物料冲击次数多,冲击力小。二级配球法的球数量少,平均球径大,因此冲击次数少、冲击力大。二级配球法获得的钢球容积密度略有增加,两种配球法的存料能力基本相同,甚至二级配球法略好些,不会因二级配球而引起窜料。物料粒度小、易磨性好,宜冲击次数多,采用多级配球。当物料粒度大、强度高,提高冲击力是关键时,宜采用二级配球。对于需要经常变换被磨物料的磨机,多级配球适应性较差,原因是:钢球滚动是随机的,大小球并不一定对应大小颗粒,大球对细颗粒磨细能力过剩,小球对大颗粒磨细能力不足;物料沿磨机軸向越来越细,而钢球沿軸向无序分布;钢球分层,大钢球向研磨体中心层附近移动,造成冲击力不足。
3) 研磨体材质。以研磨水泥为例,一般锻球磨耗为300~500 g/t ,低铬铸球磨耗为80~120 g/t,高铬铸球磨耗为40~60 g/t。铸球生产方法分砂型、金属型和真空负压实体铸造,金属型铸球在急冷后定向凝固细化晶粒,因此同等成份比砂型铸球好。金属型浇铸低铬、高铬铸球将是今后发展方向。
4) 关于磨球和衬板的匹配。大连理工大学通过磨损试验认为:中铬合金钢衬板硬度HRC43~45,磨球材料硬度应为HRC53~55;高铬铸铁衬板硬度HRC53~55,磨球材料硬度应为HRC55~60。西安交大磨石英试验得出结论:相同衬板材质随磨球硬度提高,耐磨性趋于提高;高硬度衬板和高硬度磨球匹配系统耐磨性最高;相同磨球材质并非衬板越硬越耐磨。为保保证衬板安全使用,按磨料磨损理论,要求衬板韧性较好,硬度可比磨球低HRC3~5。金属材料硬度Hm,应为物料硬度Ha的0.8-1.3倍。在上述范围内提高衬板材料硬度可显著提高耐磨性和使用寿命。对难磨大颗粒物料应选用球径大韧性高的磨球,冲击韧性高、硬度高的衬板。
筒磨机的优点
①对物料物理性质(如粒度、水分、硬度等)波动的适应性较强,且生产能力较大。
②粉碎比大(一般为300以上,进行超细粉磨时可达1000以上),产品的细度细,且颗粒级配易于调节。
③可适应不同情况的作业:可干法作业,也可湿法作业,还可把烘干与粉磨两个工序合起来同时作业;可开路粉磨,也可闭路粉磨。
④密封性良好,可负压操作,工作场地无粉尘飞扬。
⑥便于大型化,可满足现代化企业大规模生产的需要。
筒磨机的用途
筒磨机广泛用于建材、冶金、选矿、电力及化工行业粉磨水泥及其它物料。
【中国镁质材料网 采编:ZY】



