
雷蒙磨
- 发布人:管理员
- 发布时间:2013-10-30
- 浏览量:1005
雷蒙磨又叫悬辊磨或摆式磨粉机,又称雷蒙磨粉机,英文全称Raymondmill。它适用莫氏硬度不大于9.3级,湿度在6%以下的非易燃易爆的各种矿粉制备、煤粉制备,比如生料矿、石膏矿、煤炭等材料的细粉加工。从外形看像一个钢制容器竖立,有进风、出风口,中部有进料口。磨机下部有电机带动内部磨棍与磨盘旋转将需磨物料粉碎或研磨,通过进风口的风将成品物料吹起,磨机内部上部有分离器,可将粗细粉进行分离,然后经由通过磨机的风由出风口带出收集。
雷蒙磨的工作原理
雷蒙磨将大块状原材料破碎到所需的进料粒度后,由斗式提升机将物料输送到储料仓,然后由电磁给料机地送到主机的磨腔内,进入到磨腔里的物料在磨辊与磨环之间研磨,粉磨后的粉子由风机气流带到分析机分级,达到细度要求的细粉随气流经管送理入大旋风收集器内,进行分离收集,再经卸料器排出即为成品。
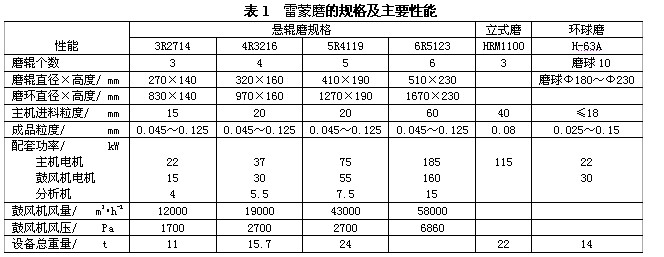
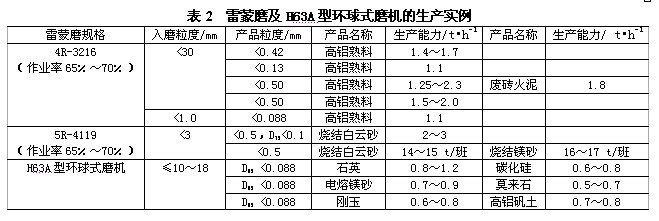
主要性能指标和立式磨、环球磨比较列于下表1。悬辊磨及H63A型环球式磨机的生产实例列于表2。
外形相似的磨机还有立式磨、环球式磨机等。立式磨朝大型化方向发展,适应水泥行业使用。
雷蒙磨生产能力受影响的重要因素
影响雷蒙磨生产能力的因素有很多:
1、物料的硬度。越硬的物料雷蒙磨粉起来越困难,而且对设备的磨损越严重。雷蒙磨粉的速度慢,当然雷蒙磨粉能力就小。
2、物料的湿度,即物料中含的水分较大时,物料在雷蒙磨粉机内容易粘附,也容易在下料输送过程中堵塞,造成雷蒙磨粉能力减小。
3、雷蒙磨粉后物料的细度,细度要求高,即要求雷蒙磨粉出来的物料越细,则雷蒙磨粉能力越小。
4、物料的组成,雷蒙磨粉前物料里含的细粉越多越影响雷蒙磨粉,因为这些细粉容易粘附影响输送。对于细粉含量多的应该提前过一次筛。
5、物料的粘度。即物料的粘度越大,越容易粘附。
6、雷蒙磨粉机的雷蒙磨粉件(锤头、鄂板)的耐磨性越好雷蒙磨粉能力越大,如果不耐磨,将影响雷蒙磨粉能力。
雷蒙磨主要部件雷蒙磨安装前的准备事项
1、雷蒙磨运行现场还未安装时,应妥善保管,外露表面须涂上防锈油脂、并避免日晒雨淋,以防机体生锈进水,要建立保养制度。
2、厂房和基础应根据雷蒙磨安装基础图尺寸应有足够的高度和安装位置,雷蒙磨基础应采用高标水泥并须埋有钢筋方能浇基础,并予埋穿线管或电缆沟。水泥基础浇好后,必须有15天的保养期。
3、应配有2~3吨起吊工具,供雷蒙磨安装维修用。
4、雷蒙磨从出厂到使用时间超过6个月者,对主机中心轴系统、传动装置、磨辊装置、分析机油池等应清洗检查,清洗检查完毕后应对各部件加入足够的润滑油。
雷蒙磨安装
1、首先将传动装置底座吊入坑内填平,注意控制好一定高度,然后用水平仪校正上端平面“A”,同时将传动装置安装在“A”面上度用螺栓固定。
2、雷蒙磨主机安装。安装前应在底座下端平面与水泥基础接触处和地脚螺栓连接间垫上橡胶防震垫,然后用框形水平仪校正底座“B”平面,校正点为交叉十字线四点,同时调正两半联轴器“C”、“D”,其不同轴度应小于0.20毫米,E1——E2不平行度不得大于0.1毫米,“E1”、“E2”之间隙应保持在5-8毫米内。
3、管道装置的位置和高度应按总图安装,不得任意改动和加高,各管道连接处应密封,紧固后不得有漏气现象。电气设备应准确可靠,待各部件安装完毕后应进行试机。
雷蒙磨的调试
1、空负荷运转试机,在无负荷试机前,应将磨辊装置用网丝绳抱轧牢,避免磨辊与磨环接触冲击,然后主机空运转试机不少于1小时;主机运转时应平稳,箱体内油温不得超过80℃,温升不超过40℃。主机与分析机旋转方向见图4。
2、鼓风机应空载开机,待运转正常后再加载,然后观察其运转平稳,无异常噪音和振动、滚动轴承最高温度不得超过70℃,温升不得超过35℃。
3、负荷运转试机时间不少于8小时,雷蒙磨工作正常后整机无异常噪音,各管道连接处无漏风现象,经试机后再次把各紧固体拧紧,即可投入正常使用。
雷蒙磨的 用途和适用范围
本机广泛适用于重晶石、方解石、钾长石、滑石、大理石、石灰石、白云石、莹石、石灰、活性白土、活性炭、膨润土、高岭土、水泥、磷矿石、石膏、玻璃、保温材料等莫氏硬度不大于9.3级,湿度在6%以下的非易燃易爆的矿产、化工、建筑等行业300多种物料的高细制粉加工,R型雷蒙磨粉机成品粒度80—325目范围内任意调节,部分物料最高可达2000目。
雷蒙磨的维护保养
1、雷蒙磨粉机在使用过程当中,应有固定人员负责看管,操作人员必须具备一定的技术水平。磨粉机在安装前对操作人员必须进行必要的技术培训,使之了解磨粉机的原理性能,熟悉操作规程。
2、为使雷蒙磨粉机正常,应制定设备“设备保养安全操作制度”方能保证磨机长期安全运行,同时要有必要的检修工具以及润滑脂和相应的配件。
3、雷蒙磨粉机使用一段时间后,应进行检修,同时对磨辊磨环铲刀等易损件进行检修更换处理,磨辊装置在使用前后对连接螺栓螺母应进行仔细检查,看是否有松动现象,润滑油脂是否加足。
4、磨辊装置使用时间超过500小时左右重新更换磨辊时,对辊套内的各滚动轴承必须进行清洗,对损坏件应及时更换,加油工具可用手动加油泵和黄油枪。
【中国镁质材料网 采编:ZY】



